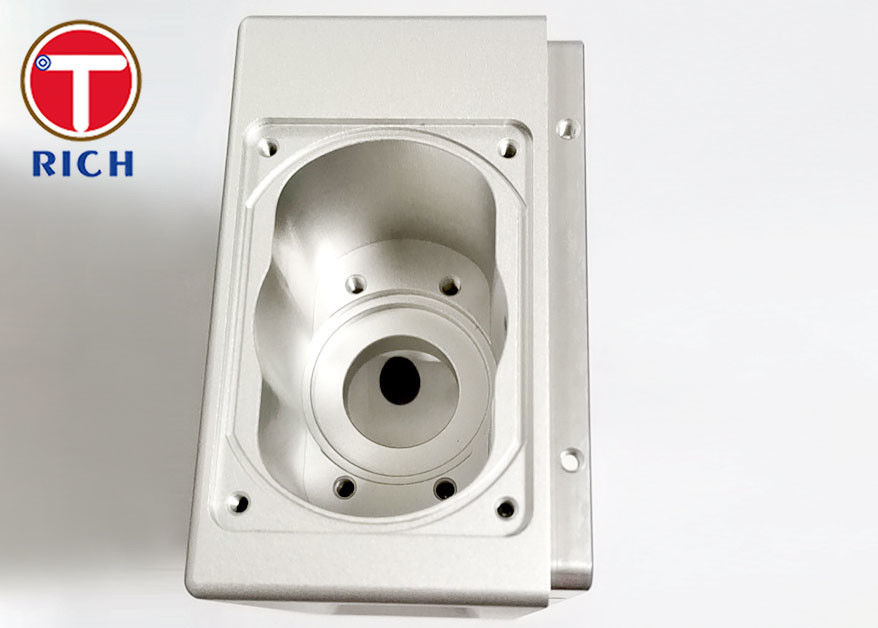
| 製品名: | カスタム化を処理する部品の5軸線CNCのマシニング センターのアルミ合金の基盤を機械で造る注文アルミニウム部品 |
| 技術: | アルミニウムはダイ カスト+ +表面処理+アセンブリ機械で造り+磨く |
| 材料: | ADC12 A380 A263の亜鉛合金 |
| 物質的な標準: | GB、ASTM、AISI、DIN、BS、JIS、NF |
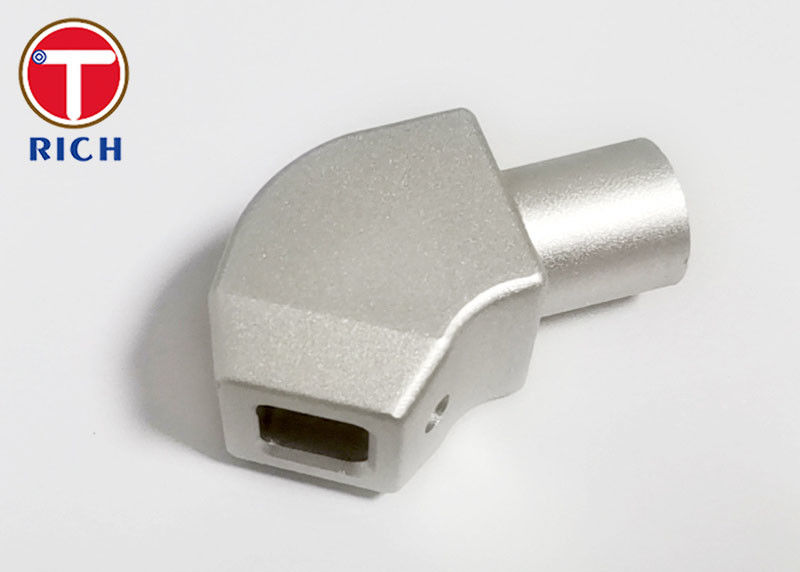
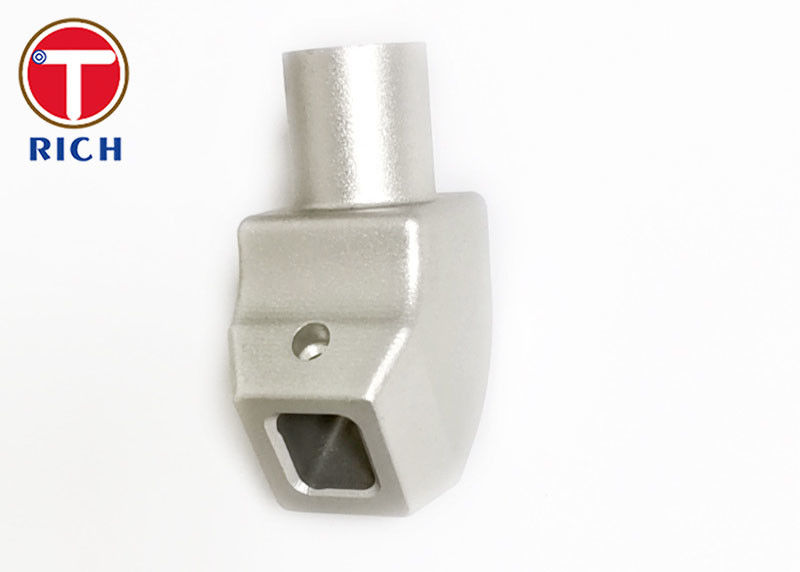
| ダイ カストの重量は: | 0.15kg~0.78kg |
| 製造次元の許容: | CT3-5レベル |
| ダイ カストの表面の粗さは: | Ra3.2 |
| 機械で造られた表面の粗さ: | Ra0.8-1.6 |
| 支えられた図面ファイルのフォーマット: | ProE (.igs、.stp)、自動CAD、PDF、JpegのJPG、Png |
| プロセス用機器 |
マシニング センター、CNCの旋盤、CNCの訓練機械、CNCの粉砕機 CNCのアルミニウム機械化 |
| 表面処理 | 、磨かれる、めっきされるクロムplastic-coated nickel-plated |
| 測定用具: | 3つの座標、バーニヤ カリパス、マイクロメートル、深さのカリパス、ピン ゲージ、糸のゲージ、高さのゲージ |
| テスト: | 3つの点検:最初点検、パトロール点検、最終検査 |
| 点検報告: | ダイ カストのアルミニウムを物質的なレポート、次元の点検報告提供できる |
![]()
![]()
![]()
部品CNCのアルミニウムmachiningisのプロダクトCNCの機械化アルミニウムによって作り出されるApplictionそれ

CNCの機械化アルミニウムの特徴、CNCのアルミニウム機械化:
1. アルミ合金に低い硬度がある。他の金属材料と比較されて、低い融点および高い延性がアルミ合金により低い硬度およびよい切断の性能が、原因であるが、終了する表面か用具で溶けることは容易でありぎざぎざ、扱われる等当然、熱に傾向があったり-または合金また鋳造アルミの持っているより高い硬度を死ぬ。通常、アルミニウム版のHRCの硬度は通常HRCより低い40度。従って、機械化のアルミ合金の場合には、用具の負荷は小さい。さらに、アルミ合金に優秀な熱伝導性がある、従ってアルミ合金の製粉の切断温度は低く、製粉の速度は増加することができる。
アルミ合金に低い可塑性および低い融点の低い可塑性のアルミ合金がある。CNCの機械化のアルミ合金が、共同端問題非常に深いとき、破片の取り外しの性能は粗末であり、表面の粗さは高い。実際、アルミ合金のCNCの機械化はナイフおよび荒さの無効果が主に原因である。固定刃の2つの問題および機械で造られた表面の質が達成されれば、アルミ合金の機械化の問題は解決することができる。
3. 用具は頻繁に傾向がある、機械化のアルミ合金の場合には身に着けるために不適当な用具材料の使用が原因で用具の摩耗である棒刃および破片の排出のような問題が加速された原因。否定的な熊手の端の形の用具が使用されれば、溶接は最先端に起こるかもしれない。処理の難しさを高めている間、悪い表面の粗さのような問題および作り付けの端による悪い機械精度はまた問題を起こすことができる。従って、持ちよい熊手の表面の粗さを、破片を滑らかに排出できる切断温度を最小にする用具を選ぶべきである。鋭く肯定的な最先端が付いている用具および十分な破片の避難は最もよい。
生産設備




なぜTORICHを選びなさいか。
利用できる1.Product
2.Varisous指定
3.Non標準的なカスタム化
4.Drawingおよびサンプル
5の完全性管理
6、速い受渡し時間
FAQ